Artículo No.:
PPA-NA-LGFPago:
T/T or L/C (other payment ways also can be diorigen del producto:
Xiamen, ChinaColor:
Original color (also can be customized)Puerto de embarque:
Xiamen, ChinaInformación del Producto
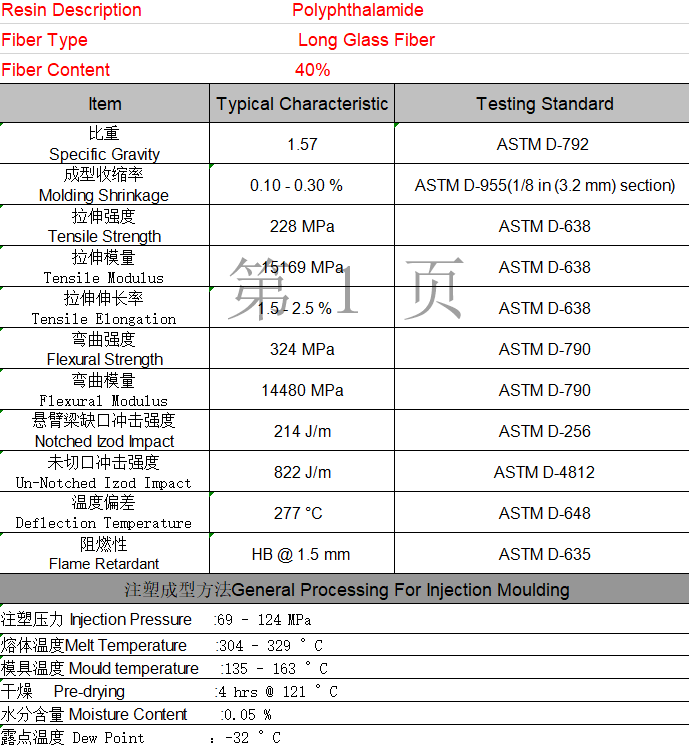
La temperatura de deformación térmica del plástico de polip-benzoil-p-fenilendiamina (PPA) modificada de hasta 300 ℃ por encima, la temperatura de uso continuo de hasta 170 ℃, puede satisfacer sus necesidades de rendimiento térmico a corto y largo plazo. Mantiene sus propiedades mecánicas superiores (resistencia, dureza, resistencia a la fatiga y resistencia a la fluencia) en un amplio rango de temperaturas y alta humedad. El Lv PPA endurecido combinado con una tenacidad superior y un cierto rango de dureza y flexibilidad, en los requisitos de sujetadores para rigidez de un solo uso, así como el uso repetible de flexión, es una buena opción. También se encuentran disponibles productos de grado especial para superficies pulverizadas y galvanizadas, resistencia al fuego, resistencia al glicol y aplicaciones reflexivas .
característica
☆ Rendimiento superior de resistencia, tenacidad y dureza de PPA, así como su buena resistencia al calor, resistencia química y resistencia al agrietamiento.
☆ El PPA puede mantener la resistencia y la dureza en ambientes de alta temperatura y humedad, y puede usarse para reemplazar el metal en nailon y poliéster tradicionales.
☆ El plástico PPA también tiene un brillo superficial superior. Se puede colorear en lugar de rociar, lo que ayuda a reducir la aparición de rayones y raspaduras en la superficie.
☆ Los plásticos PPA también tienen buena maquinabilidad y permiten un ciclo de inyección corto.
Comparado con PA46:
√PPA tiene mayor estabilidad térmica que PA46.
√PPA tiene mejor resistencia CTI/arco y capacidad de cocorriente infrarroja que PA46;
√PPA tiene mejor resistencia química que PA46;
Solicitud
☆ Los componentes automotrices, incluidos los sistemas de combustible, transmisión y motor, reducen el peso, el costo y brindan una larga vida útil;
☆ Chipset y zócalo, soporte de soldadura del cuerpo de copa;
☆ Condensador de chip, interruptor y bocina en miniatura, conector de placa de circuito impreso de alta densidad;
☆ Para requisitos de desgaste en ocasiones importantes, como cojinetes sin lubricación, sellos, anillos de aislamiento de cojinetes y piezas de compresores abiertos alternativos;
☆ Conectores, controladores, sensores, motores y otros componentes electrónicos clave



La gran mayoría de las resinas de PPA se procesan mediante moldeo por inyección tradicional.
Las materias primas de PPA se secan previamente hasta un nivel de humedad inferior al 0,1% y luego se envasan en bolsas o cajas metálicas termoselladas. Estos contenedores garantizan que no sea necesario secar las materias primas de PPA antes de procesarlas.
El nivel de humedad aceptable para el proceso es del 0,15% o menos. La resina de procesamiento húmedo puede reducir el peso molecular, lo que resulta en la pérdida de propiedades mecánicas.
Usando un secador de cubo desecante, es fácil secar la resina hasta un punto de rocío de 25°F o menos a 175°F. El tiempo de secado depende de la absorción de agua, generalmente dentro del rango de 4 a 16 horas.
La temperatura de fusión del moldeo por inyección está en el rango de 615-650 °F, el tiempo de permanencia del material en el barril no es más de 10 minutos, por lo que el rendimiento mecánico del producto fuera del moldeo por inyección es el mejor.
Se requiere una temperatura del molde de al menos 275 °F para una cristalización completa y una estabilidad dimensional óptima.
Las piezas con paredes parcialmente gruesas se pueden inyectar a temperaturas de matriz más bajas debido al enfriamiento lento.
La temperatura del troquel es muy importante para optimizar la sensación superficial de las piezas terminadas.
Se requiere que la temperatura de la superficie del molde de resina PPA de grado de carga mineral para metal chapado en oro al vacío sea de 350 °F.
Detalles
El color y la longitud se pueden personalizar según sus necesidades.
Cualquier duda pueden contactarnos.

Síguenos :





-- Obtener actualizaciones con los últimos temas

 correo electrónico
correo electrónico español
español English
English français
français Deutsch
Deutsch русский
русский italiano
italiano português
português العربية
العربية 日本語
日本語 한국의
한국의 中文
中文