Artículo No.:
PA6-NA-LCFPago:
T/T,PAYPALorigen del producto:
Xiamen FujianColor:
NaturalPuerto de embarque:
xiamen portPlazo de ejecución:
1-15proceso del producto
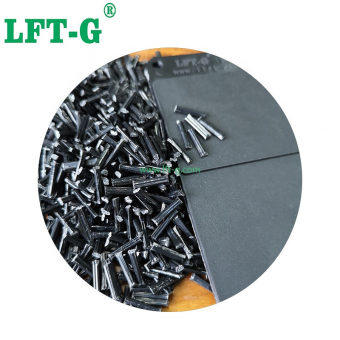
nombre del producto color Poliamida6 lon g de fibra de carbono 1.Competitivo precio, alta calidad, entrega a tiempo, muestra gratis 2.Ambiental proteccion 3.Puede ser reforzado con el vidrio fibra / tenacidad / llama retardante / UV estabilizador LFT PA6 compuesto termoplástico reforzado con fibra de carbono negro material ventajas grado inyección y extrusión entregar tiempo 3-15 dias Puerto Xiamen Fujian embalaje 25 kg / sacos 
proceso del producto
1.PA6 propiedades de las partículas
Porque PA6 es fácil de ser higroscópico, higroscópico tiene un impacto en el proceso de procesamiento, como la viscosidad del fundido cae, la superficie del producto tiene burbujas, líneas plateadas, etc.Y Las propiedades mecánicas de los productos también disminuyeron significativamente, por lo que se debe secar antes de formar. Pensilvaniaes fácil de oxidar y decolorar y degradar a alta temperatura. Por lo tanto, el secado al vacío es el mejor método, pero en ausencia de secado al vacío, también se puede utilizar el secado con aire caliente atmosférico. la temperatura de secado es 85-95 ℃ durante 4-6 h. La temperatura de secado del aire caliente es 90-100 ℃ durante 3-5 h. después del secado, PA6 material debería no ser puesto en el aire durante mucho tiempo (no más de 1-3h).
la presión de inyección tiene poco efecto sobre PA6 mecánica .El La elección de la presión de inyección se basa principalmente en el tipo de máquina de moldeo por inyección, la temperatura del cilindro, la forma del producto, el tamaño, la estructura del molde, pero también depende de la velocidad de inyección, el tiempo de inyección, el tiempo de mantenimiento de la presión y otros factores.
selección de la velocidad de inyección y productos de espesor de pared, la temperatura de fusión y el tamaño de la puerta, para productos de pared delgada, la velocidad de inyección puede ser más rápida, mientras que para productos de pared gruesa la velocidad de inyección puede ser lenta, alta temperatura de fusión, inyección velocidad la velocidad de inyección será lenta, el tamaño de la puerta es pequeño, la velocidad de inyección no puede demasiado rápido, o usted La temperatura de fusión es demasiado alta y está causada por una degradación excesiva por cizallamiento, lo que da como resultado una disminución del color del producto y de las propiedades mecánicas. la velocidad de inyección es demasiado rápida, también hará que el producto burbujee, quemaduras defectos.

gracias por tu visitar
me contrata : l ucyC ontra correo electrónico cts : sale04@lfrtplastic.com
contratos wechat / cuál es aplicación / skype: +86 135 5947 4625
Web : www.lft-g.com
Síguenos :





-- Obtener actualizaciones con los últimos temas

 correo electrónico
correo electrónico español
español English
English français
français Deutsch
Deutsch русский
русский italiano
italiano português
português العربية
العربية 日本語
日本語 한국의
한국의 中文
中文