nuevo blog

Cuando la superficie proyectada de la pieza supera el máximo permitido por la máquina de moldeo por inyección, es posible que la boquilla no cubra adecuadamente toda la superficie, lo que provoca la aparición de rebabas en la pieza.
Si el molde se instala incorrectamente o se somete a una fuerza unidireccional desigual, es posible que no se ajuste de manera uniforme, lo que provocará rebabas en la superficie de la pieza.
Cuando las placas de la máquina de inyección no son paralelas o las varillas de sujeción están deformadas de forma desigual, el molde no se puede sujetar correctamente, lo que provoca la formación de rebabas.
Si el paralelismo del molde es deficiente o los bordes del molde están obstruidos, el plástico fundido no puede llenar la cavidad de manera uniforme, lo que puede provocar rebabas en la superficie de la pieza.
Cuando la línea de separación del molde no sella correctamente, la cavidad y el núcleo están desalineados o los componentes deslizantes tienen una holgura excesiva, el plástico fundido puede escapar de la cavidad, produciendo rebabas en la pieza.
Cuando el plástico tiene una fluidez demasiado alta y la cantidad de alimentación es excesiva, el material fundido puede desbordarse al llenar la cavidad del molde, lo que provoca la aparición de rebabas en la superficie de la pieza.
Si la temperatura de fusión de la cavidad o la temperatura del molde es demasiado alta, la viscosidad del plástico disminuye y su fluidez aumenta, lo que puede provocar la formación de rebabas.
Cuando la presión de inyección es demasiado alta o la velocidad de inyección demasiado rápida, el plástico puede desbordarse debido a la presión excesiva al llenar la cavidad, lo que provoca rebabas en la superficie de la pieza.
Si la fuerza de sujeción no es uniforme o es desigual, el molde puede desplazarse ligeramente durante la inyección, provocando rebabas en la superficie de la pieza.
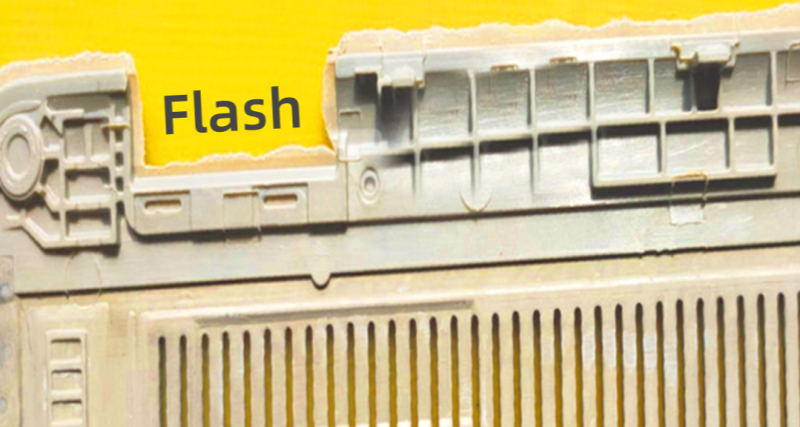
Estas son las causas comunes de rebabas en el moldeo por inyección de PEEK. Los operarios deben supervisar y corregir cuidadosamente estos factores durante la producción para prevenir las rebabas, mejorando así la calidad y el aspecto de las piezas moldeadas.
Síguenos :





-- Obtener actualizaciones con los últimos temas

 correo electrónico
correo electrónico español
español English
English français
français Deutsch
Deutsch русский
русский italiano
italiano português
português العربية
العربية 日本語
日本語 한국의
한국의 中文
中文