
 correo electrónico
correo electrónico español
español English
English français
français Deutsch
Deutsch русский
русский italiano
italiano português
português العربية
العربية 日本語
日本語 한국의
한국의 中文
中文




Cristalinidad de los compuestos termoplásticos: una visión general completa
Abstracto
Los compuestos termoplásticos han transformado la ingeniería de materiales debido a su reciclabilidad, tolerancia al daño y flexibilidad de fabricación En el centro de su actuación se encuentra cristalinidad , un fenómeno a escala molecular que rige casi todos los comportamientos de los compuestos, desde la resistencia a la tracción hasta la resistencia química.
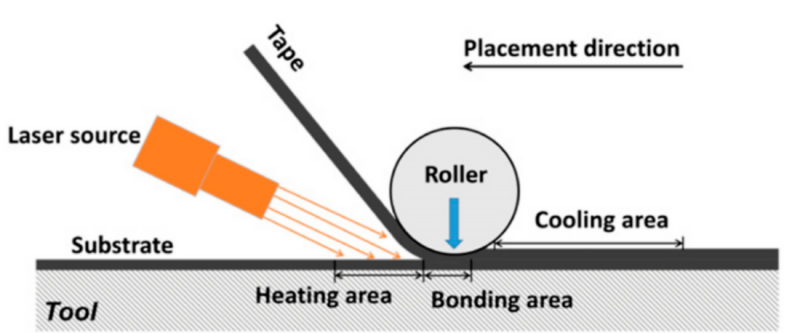
En termoplásticos semicristalinos como sulfuro de polifenileno (PPS) y polietercetonacetona (PEKK) La cristalización crea una interacción compleja entre regiones cristalinas ordenadas y dominios amorfos desordenados . Tecnologías de fabricación modernas, incluidas colocación automatizada de fibra (AFP) y colocación automatizada de cintas (ATL) , introducen tanto oportunidades como desafíos para el control de la cristalinidad.
Este informe sintetiza los avances recientes en los mecanismos de cristalización, analiza las relaciones entre los parámetros de procesamiento y el rendimiento del material y proporciona información para optimizar las propiedades de los compuestos a través de la gestión de la cristalinidad.
Fundamentos de la cristalización de matrices termoplásticas
Base molecular de la cristalización de polímeros
Los termoplásticos semicristalinos obtienen sus propiedades distintivas de una proceso de autoensamblaje jerárquico :
- Las cadenas de polímeros se pliegan en estructuras lamelares (10–20 nm de espesor) al enfriarse.
- Las láminas se organizan en regiones esferulíticas (hasta 100 μm de diámetro) .
Grado de cristalinidad (Xc) Por lo general, oscila entre el 20 y el 60 % y depende de:
- Movilidad restringida de la cadena debido a rigidez de la cadena principal aromática
- Nucleación heterogénea en la interfaz fibra-matriz
- Limitaciones cinéticas derivadas de las rápidas tasas de enfriamiento
El Ecuación de Avrami describe la cinética de cristalización:
X(t): grado de cristalinidad; k: velocidad de cristalización; n: exponente de Avrami
Para PPS reforzado con fibra de carbono (CF/PPS) en condiciones isotérmicas (225–240 °C), n ≈ 1,65–1,75, lo que indica una nucleación mixta influenciada por las superficies de las fibras.
Interacción fibra-matriz y transcristalinidad
Las fibras de carbono actúan como agentes nucleantes, formando una capa transcristalina (TCL) en la interfaz fibra-matriz:
- Espesor del TCL: 5–20 μm
-
Se forma cuando:
- La superficie de la fibra proporciona sitios de nucleación heterogéneos
- Los gradientes de temperatura promueven crecimiento direccional de cristales
- Las tasas de enfriamiento están por debajo de las umbral crítico de extinción (~100 °C/min para PPS)
Efecto sobre el rendimiento mecánico :
- La resistencia al corte interfacial aumenta un 14,2%
- Un TCL excesivamente grueso (>15 μm) puede reducir la tenacidad
Relaciones entre cristalinidad y propiedades
Rendimiento mecánico
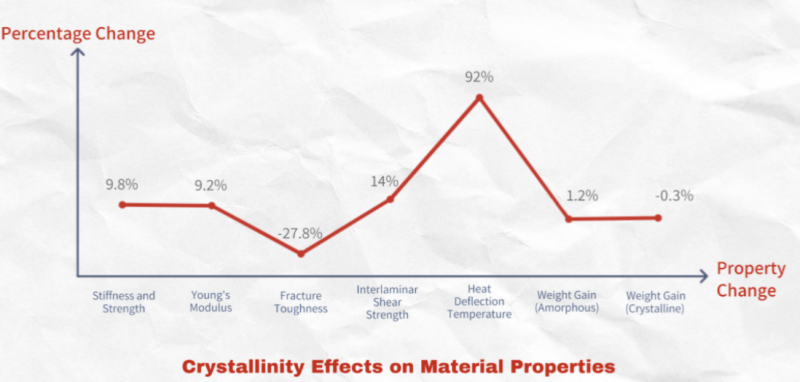
- Rigidez y resistencia: Cristalinidad 51% → 62%: Módulo de almacenamiento ↑ 9,8%, Módulo de Young ↑ 9,2% (no lineal más allá del 50%)
- Tenacidad a la fractura: La cristalinidad del 17 % al 44 % reduce la tenacidad del modo I en un 27,8 %; óptimo entre el 30 % y el 35 %.
- Propiedades interlaminares: Enfriamiento lento (0,5 °C/min) ↑ ILSS 14 %; AFP de alta velocidad (>5 m/min) ↓ ILSS 18 %
Estabilidad térmica y química
- Temperatura de alta temperatura (HDT): 135 °C → 260 °C (20 % → 60 % Xc)
- Resistencia química: aumento de peso en inmersión en combustible 1,2% → 0,3%
Optimización de parámetros de procesamiento
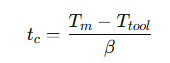
Control de la velocidad de enfriamiento
Mantener una adecuada ventana de cristalización Equilibra las propiedades. Ejemplo: La temperatura del molde de CF/PPS, de 87 a 270 °C, permite la cristalización isotérmica. Láser a 380 °C, molde a 120 °C → Xc 44,1 %, reducción del tiempo de ciclo en un 80 %.
Efectos de la temperatura del molde
- Afecta el gradiente de enfriamiento, el crecimiento de los cristales y las tensiones residuales.
- Aumentar Ttool 40 °C → 120 °C aumenta Xc 17,6% → 44,1%
Mantener Ttool > 87 °C permite esferulitas de ~10 μm
Entrada de energía láser y velocidad de colocación
- Una temperatura láser más alta funde los microcristales de polímero y mejora la movilidad.
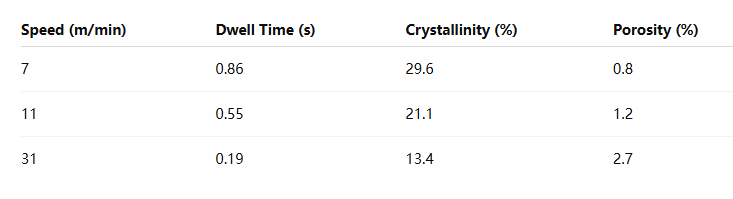
- Velocidad de colocación: más rápida → cristalización más corta → menor Xc
- El post-recocido recupera entre un 60 y un 80 % de Xc
Técnicas avanzadas de caracterización
Calorimetría diferencial de barrido (DSC)
- Cristalización en frío (Tcc) durante el calentamiento
- Pico de fusión (Tm)
ΔHm⁰ = 80 J/g para PPS
Microscopía electrónica de barrido (SEM)
- Capas transcristalinas de 5 a 15 μm a lo largo de las fibras
- Esferulitas de 10 a 50 μm
- Fractura interlaminar a través de regiones amorfas
- EDS: enriquecimiento de azufre en regiones cristalinas
Difracción de rayos X (DRX)
Función de orientación de Hermans:
φ = ángulo entre la cadena de polímero y el eje de la fibra
TCL altamente orientado: f ≈ 0,8–0,9; Esferulitas a granel: f ≈ 0,2–0,3
Implementación industrial
Aeroespacial: paneles de fuselaje CF/PEKK
Boeing 787 Dreamliner: CF/PEKK, Xc 35-40%
- El tiempo de consolidación se redujo en un 85%
- Peso reducido un 12%
- Temperatura de servicio hasta 200 °C
- Láser 400 °C, Molde 150 °C, Velocidad 5 m/min, Enfriamiento 50 °C/min

Automotriz – Bandejas de batería CF/PPS
BMW i3: AFP CF/PPS, Xc 28%
- ILSS 45 MPa, tenacidad al impacto 8 kJ/m²
- Tiempo de ciclo 30 s/capa
- Recocido post-IR → Xc 35%

Direcciones futuras
- Aprendizaje automático: predecir Xc con una precisión del 2 %
- Nucleación de nanopartículas: 0,5 % en peso de óxido de grafeno → cristalización más rápida
- Monitoreo in situ: Los sensores de fibra Bragg detectan Xc en tiempo real
- Mapeo de morfología y rendimiento: los gemelos digitales correlacionan la distribución de esferulitas con la vida útil por fatiga
Conclusión
El control de la cristalinidad es clave para el rendimiento de los compuestos termoplásticos. Mediante la regulación de:
- Velocidad de enfriamiento: 2,5–10 000 °C/min
- Temperatura del molde: 40–280 °C
- Velocidad de colocación: 5–31 m/min
- Conseguir Xc: 17–62%
Las tecnologías emergentes como ML y sensores in situ pueden reducir los ciclos de desarrollo en un 70% y al mismo tiempo mejorar la utilización del material.